Требования к изделиям
Требования к изделиям, подвергающимся покрытию методом горячего цинкования по ГОСТ 9.307-2021:
- Горячему цинкованию подвергаются конструкции, изготовленные из низкоуглеродистой стали по ГОСТ 380-94, 1050-88, 27772-88, содержащей: углерода <0,25%; кремния <0,37% (предпочтительно <0,25%). Для получения лучшего внешнего вида изделия желательно использовать сталь одной марки. Цинкование конструкций из легированных сталей НЕ ДОПУСКАЕТСЯ.
- По согласованию с заказчиком допускается пробное цинкование, если используется сталь, не входящая в указанный перечень. Изделия из чугуна ВСЕГДА подвергаются пробному цинкованию, при этом качество покрытия согласовывается с заказчиком.
- Максимальные размеры изделий подлежащих покрытию — 1,2х2,8х12,5 м.
- В конструкциях не должно быть КАРМАНОВ, ЗАКРЫТЫХ ПОЛОСТЕЙ И ВОЗДУШНЫХ МЕШКОВ; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов разложения флюса. Возможна поводка конструкций в процессе цинкования под действием температуры.
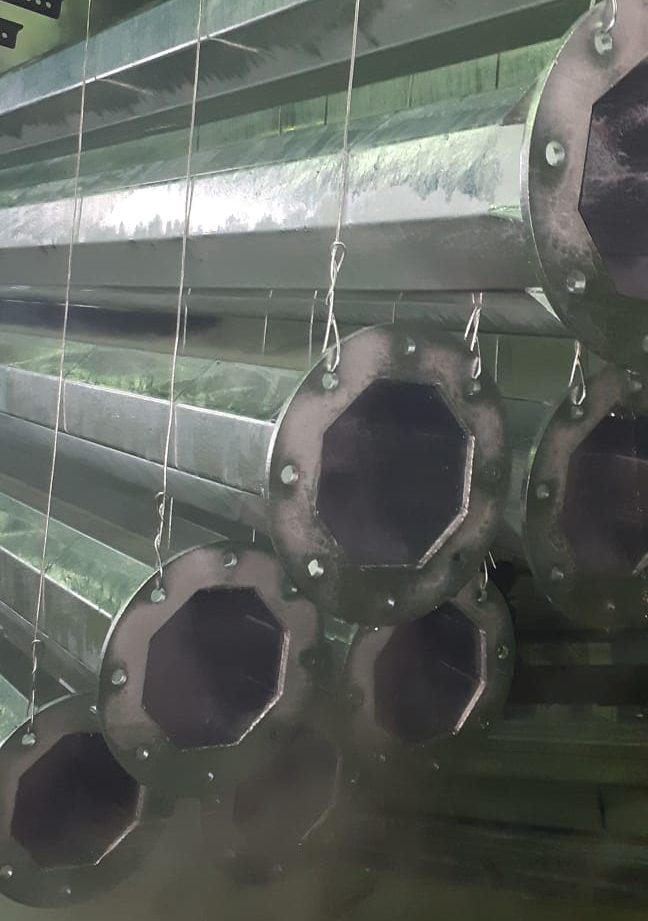
- Длинномерные детали (более 2,8 м) должны иметь предварительно согласованные ТЕХНОЛОГИЧЕСКИЕ ОТВЕРСТИЯ на торцах (может возникнуть необходимость приварки ушек для подвешивания).
- Емкости, барабаны, змеевики из труб, узлы с резьбовыми соединениями покрытию методом горячего цинкования НЕ ПОДЛЕЖАТ.
- Трубы, патрубки, боксы не должны иметь заглушек, затрудняющих свободный сток цинка из внутреннего объема изделия при вертикальном цинковании.
- Чертежи конструкций, в том числе сварных узлов, должны быть согласованы с менеджером с предоставлением сертификата на используемый металл.
- На поверхности основного металла не допускаются закатанная окалина, поры, заусенцы, включения (сварочные шлаки, остатки формовочной массы, графита, маркировочной краски и смазки, металлической стружки).
- Сварку элементов конструкций следует производить встык либо двусторонними швами, либо односторонним швом с подваркой.
- Сварные швы нахлесточных соединений должны быть закрыты по контуру.
- Сварные швы должны быть равномерными, плотными и сплошными по всей длине (желательна сварка в среде СО2).
- Не допускаются поры, свищи, трещины, шлаковые включения, наплавные сопряжения сварных швов (зачистка швов обязательна, желательна пескоструйка).
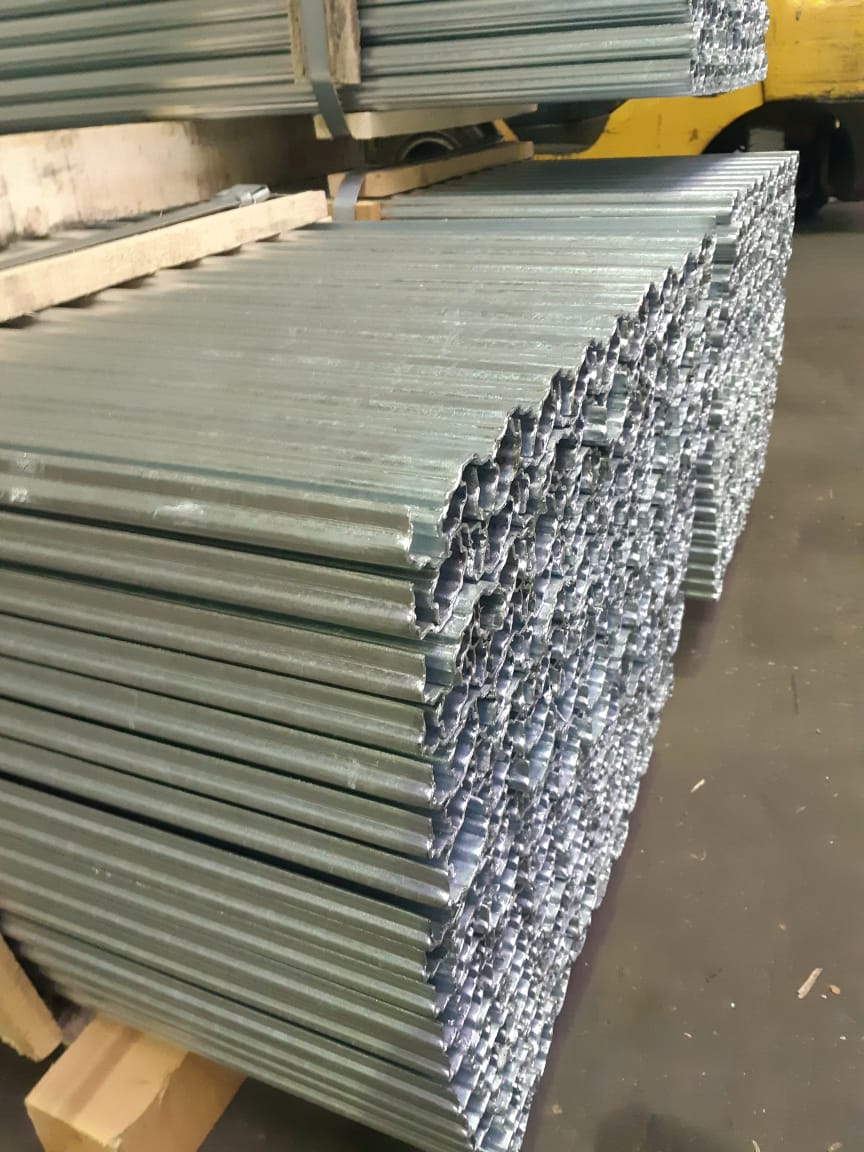
- Металлоконструкции поставлять пакетами по маркам и профилю, снабженными биркой. На бирке обязательно указать марку стали.
- Толщина покрытия по согласованию с заказчиком в зависимости от марки стали от 80 до 250 микрон. Для мелких изделий с толщиной стенки менее 3 мм и длиной до 0,5 м толщина покрытия 50-70 микрон.
-
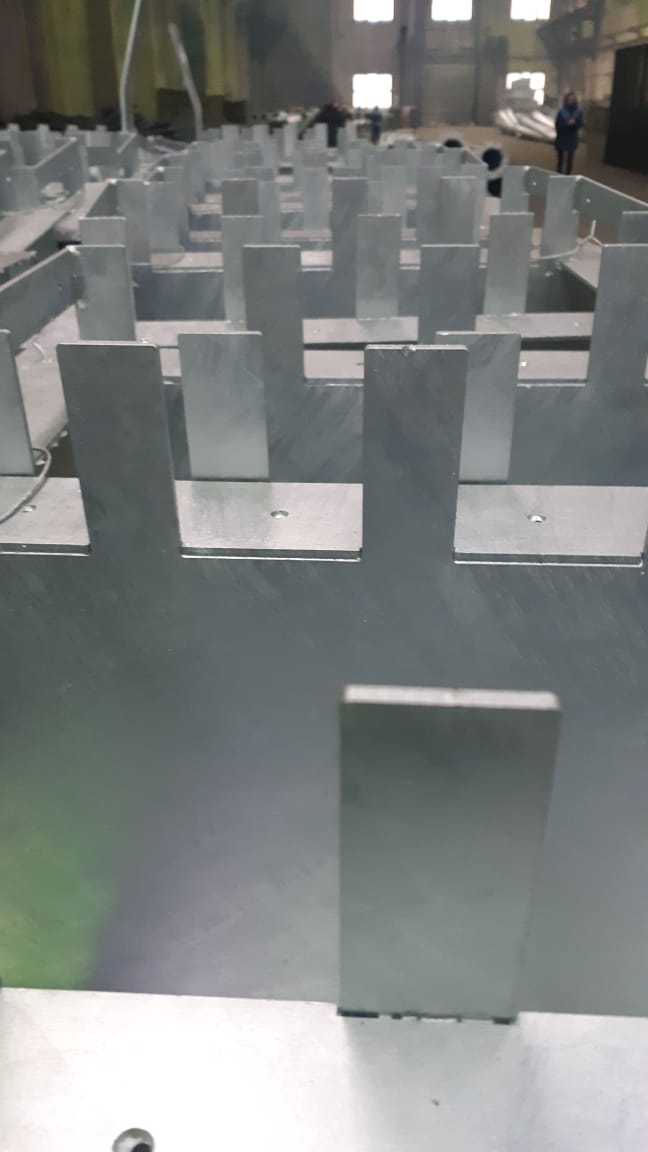
ОБЪЕМНАЯ ВАННА 13Х1,3Х3М
Оцинкуем крупногабаритные конструкции
-
ТРИ ЛИНИИ ГОРЯЧЕГО ЦИНКОВАНИЯ
Новейший подход к обработке, цинкованию и сушке
-
БЫСТРОЕ ВЫПОЛНЕНИЕ
Выполним любой заказ в кратчайшие сроки (2-3 дня)